
LMS PT 15 XL GIN POLE
LMS PT 15 XL Gin Pole manufacturing, servicing, inspections, and repairs we are the primary source for these services for all of the Americas since 2011. We manufacture the finest Gin Poles in the world with a 100% safety rating worldwide, LMS Gin Poles are manufactured with steel or aluminum in all sizes. Custom models build for elevator transport for rooftop antennas and towers. Poles are built are round poles, (GP) triangle poles, (PT), and square poles with jump tracks, (PS). Our poles are Electrostatic coated for long life and ease of handling and safety. You can also find Landa Mobile Systems towers HERE You can also find other LMS news HERE
Manufactured to ANSI/TIA-322
- AWS Certified
- U.S. A.W.S. Certified welder assembled
- U.S. Certified Gin Pole A.W.S. welder assembled
- Certified A.W.S. independent U.S. contractor inspected
- A.W.S. D1.1:2015 Structural welding code-steel compliance
- Load charts are pole specific with matching serial numbers
- 5.0 Analysis and design of Gin Poles
- 6.0 Gin Pole construction
- Rooster head / Chicago end option
- Metalized surface
- Single sheave Gin Pole Rooster head
- 12″ Sheave will accommodate 3/4″ double braided rope as well

OSHA required Forms supplied with all L.M.S. Gin Poles we manufacture.
- Annual Pole Certification signed and numbered.
- Annual Pole Inspection Report signed and numbered.
- V.T. Visual Welding Inspection Report, done at the time of manufacture
- Mill Report on steel specification ASTM A500, Grade B/C
- Charpy report on steel temperature test to –40 degrees
- P.E. Stamped Pole specific Load Chart
LMS PT 15 Sheave options
O.E.M. replacement 1/2″ groove, 12″ diameter. Serial numbered to match pole is now required for all to pass inspection.
O.E.M. replacement 5/8″ groove, 12″ diameter. Serial numbered to match pole is now required for all to pass inspection.
O.E.M. replacement 3/4″ groove, 12″ diameter. Serial numbered to match pole is now required for all to pass inspection.
Pole Weights
Rooster head 67 lb / 30.4 Kt W/sheave
Rooster Section 77 lb /34.9 Kt
Mid Section 292 lb / 132.4 Kt
Mid Section 292 lb / 132.4 Kt
Tail Section 330lb / 150 Kt
Total 1058lb / 471.9 Kt pole only
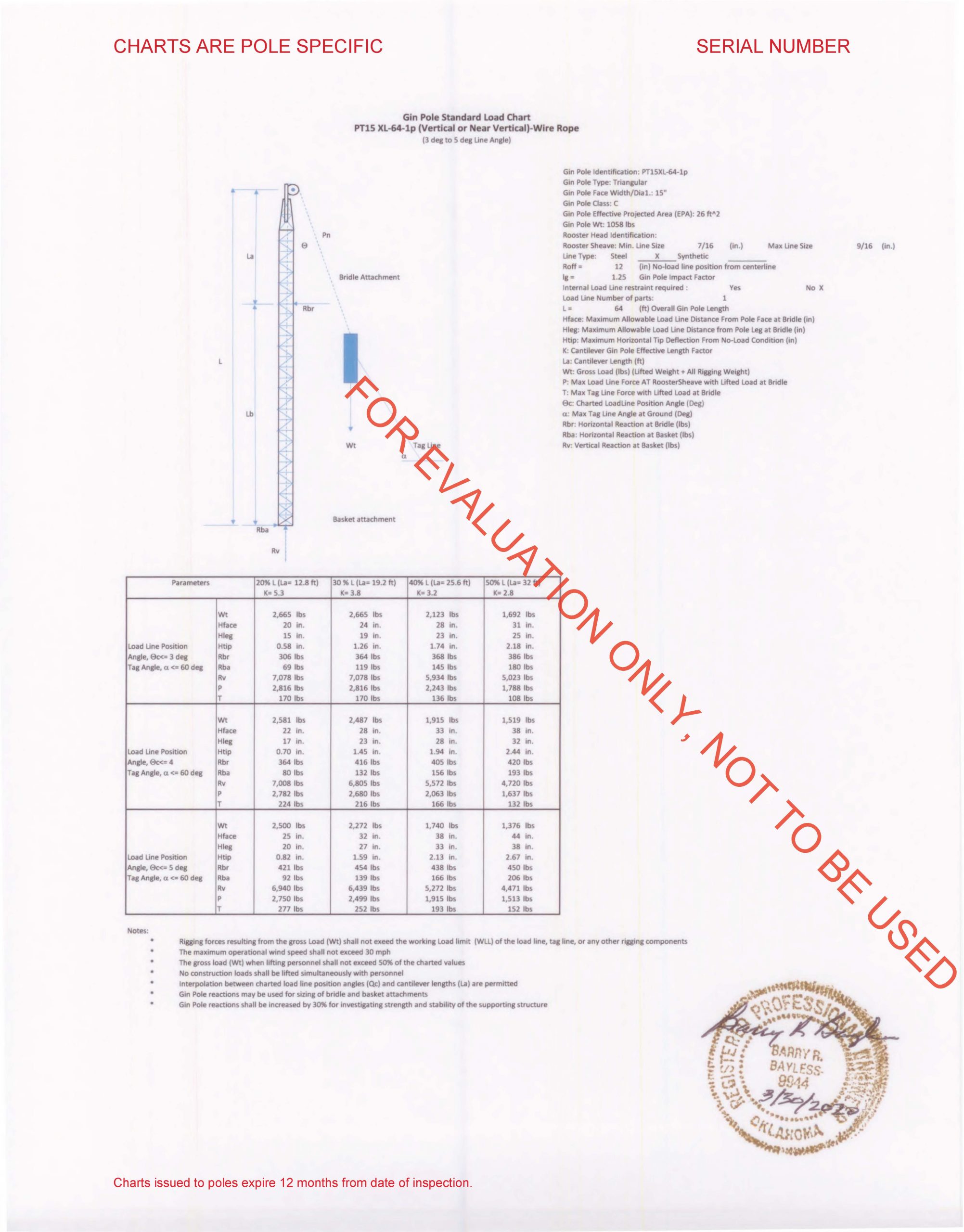
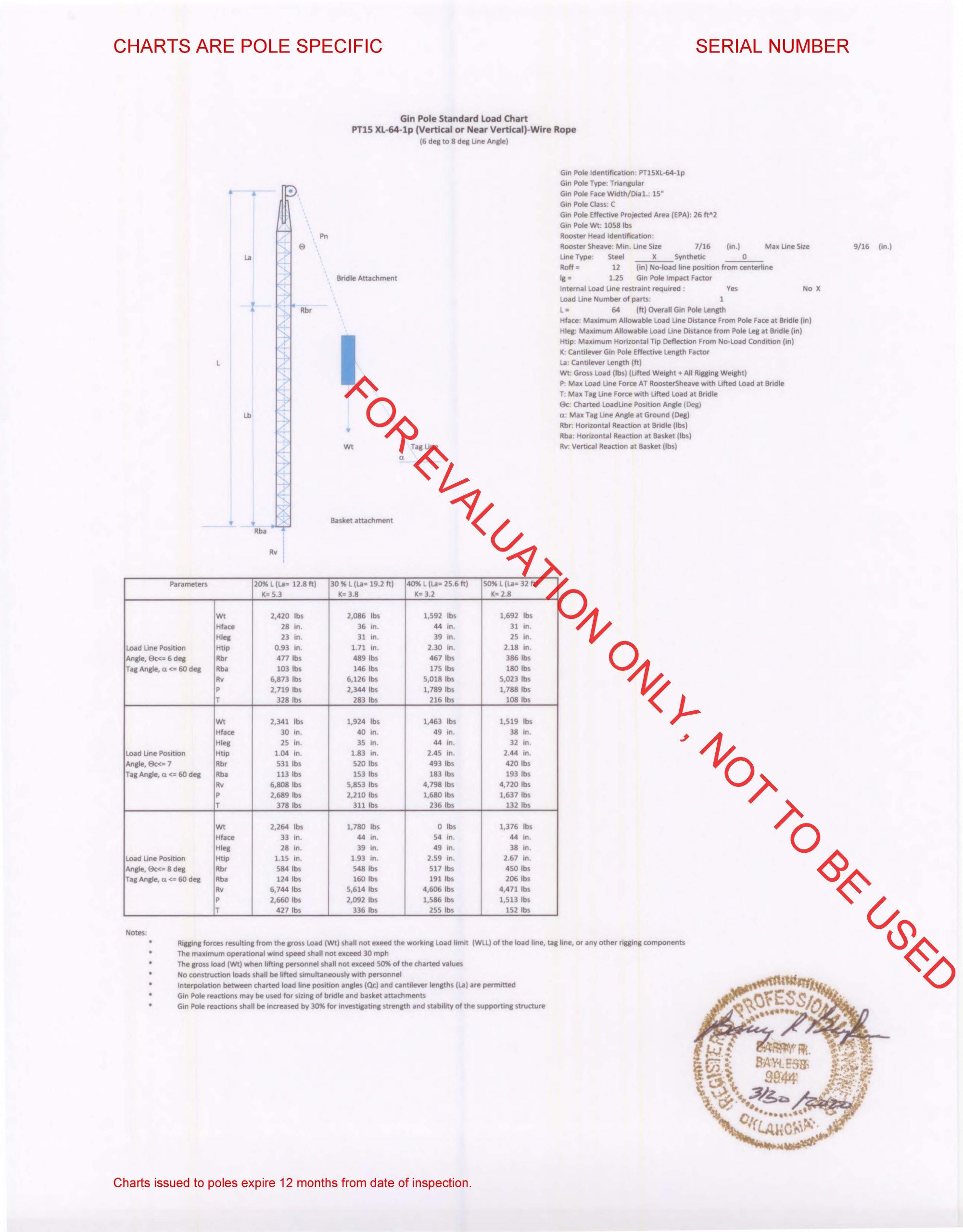
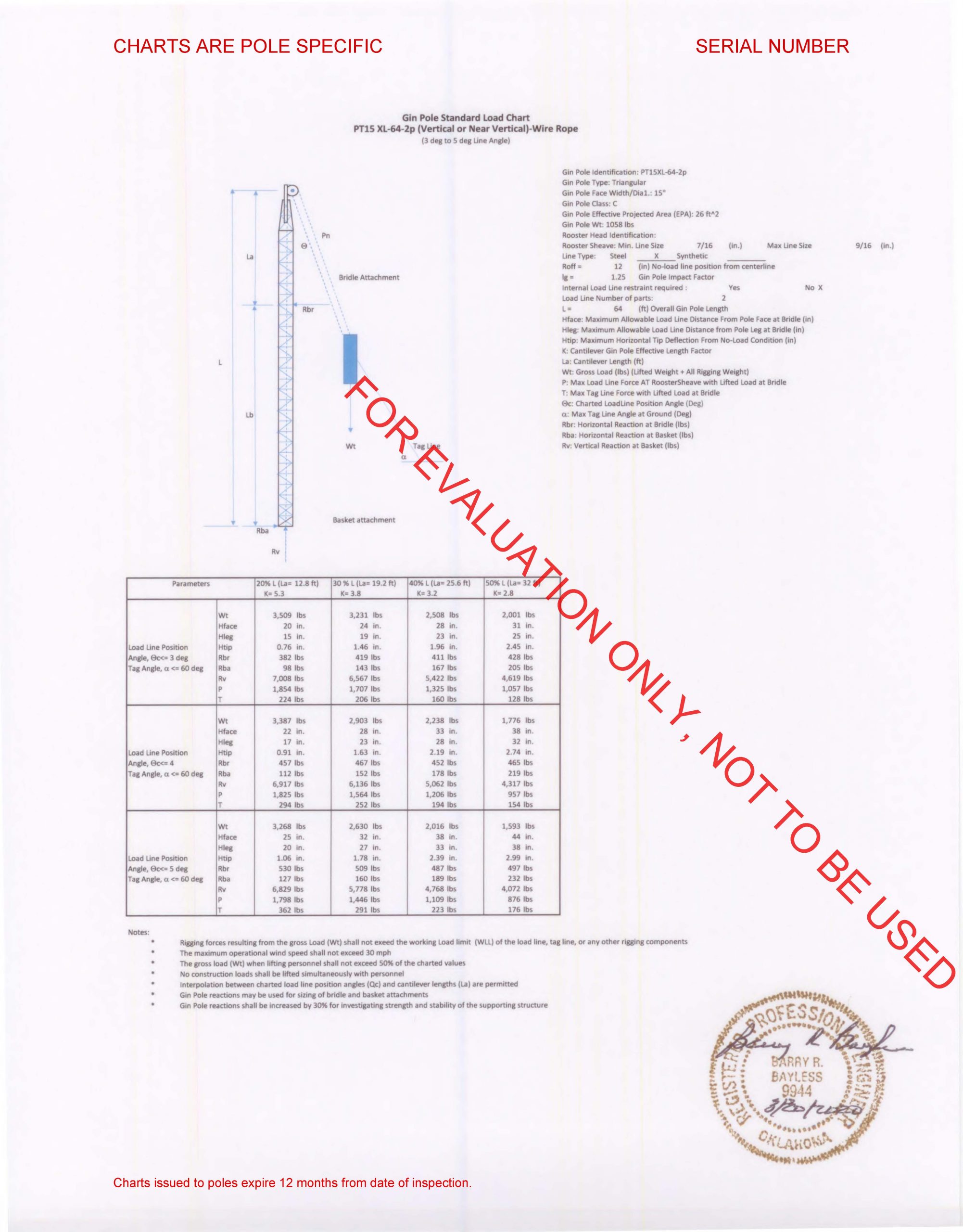
Gin Pole Classifications
| Class | Gross Loading | Load Line Size | Impact Factor Req’d steel wire rope. |
| A | 0 < 1,000 Lbs | d<= 5/16″ | 0.00 |
| B | 1,000 < 3,000 Lbs | 5/16″ < d <= 7/16″ | 0.00 |
| C | 3,000 < 10,000 Lbs | 7/16″ < d <= 9/16″ | 0.00 |
| D | 10,000 + Lbs | d > 9/16″ | 0.00 |

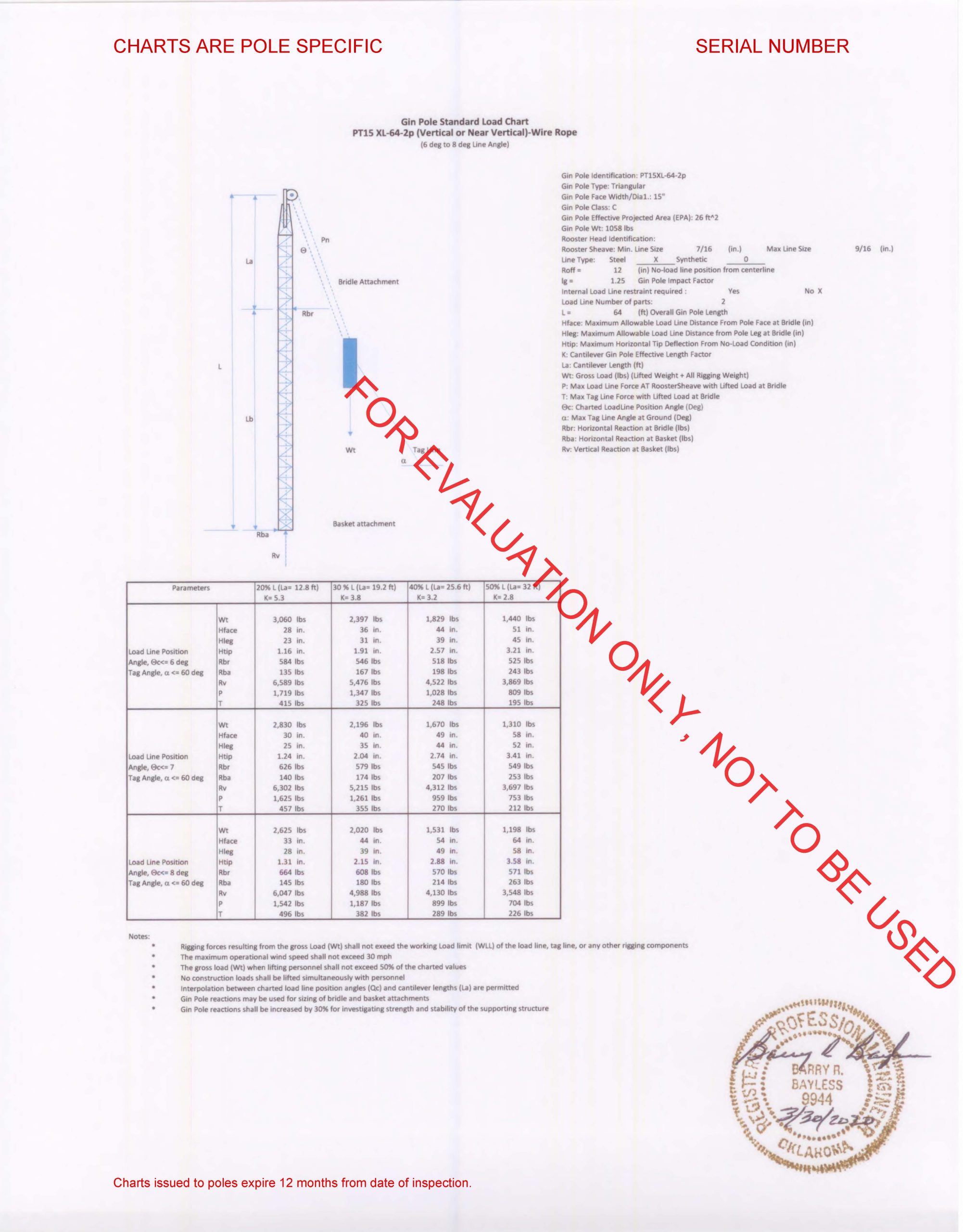

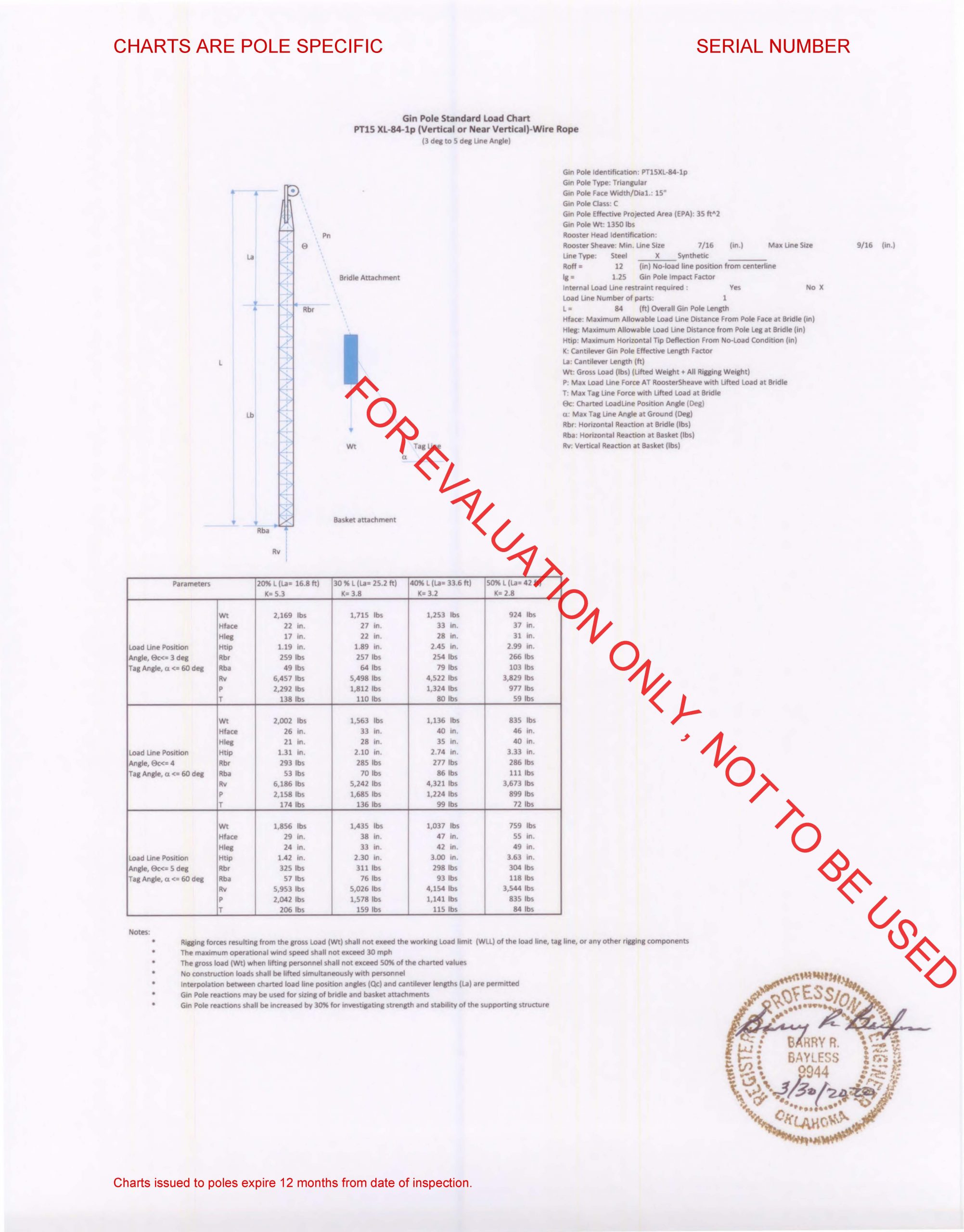
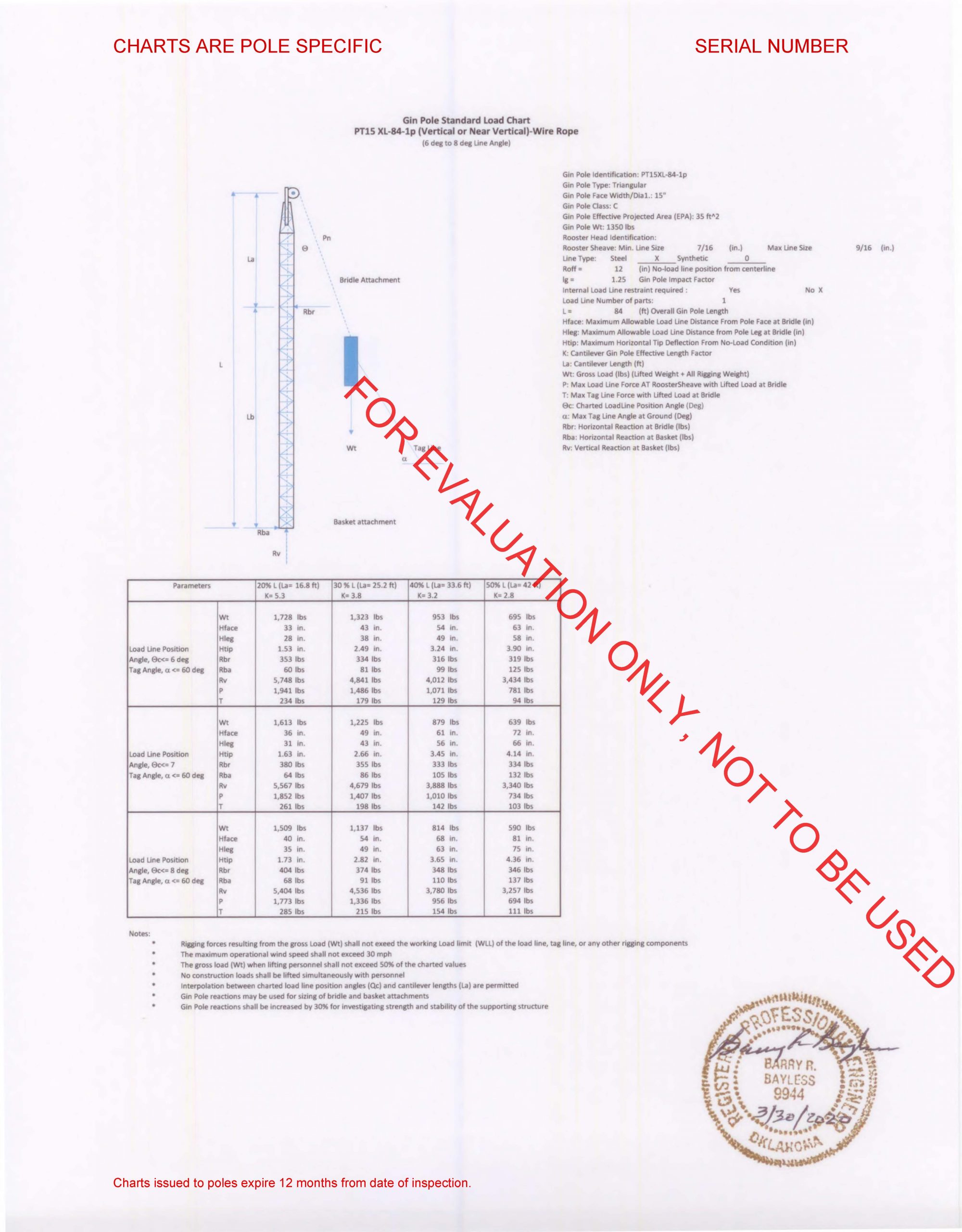
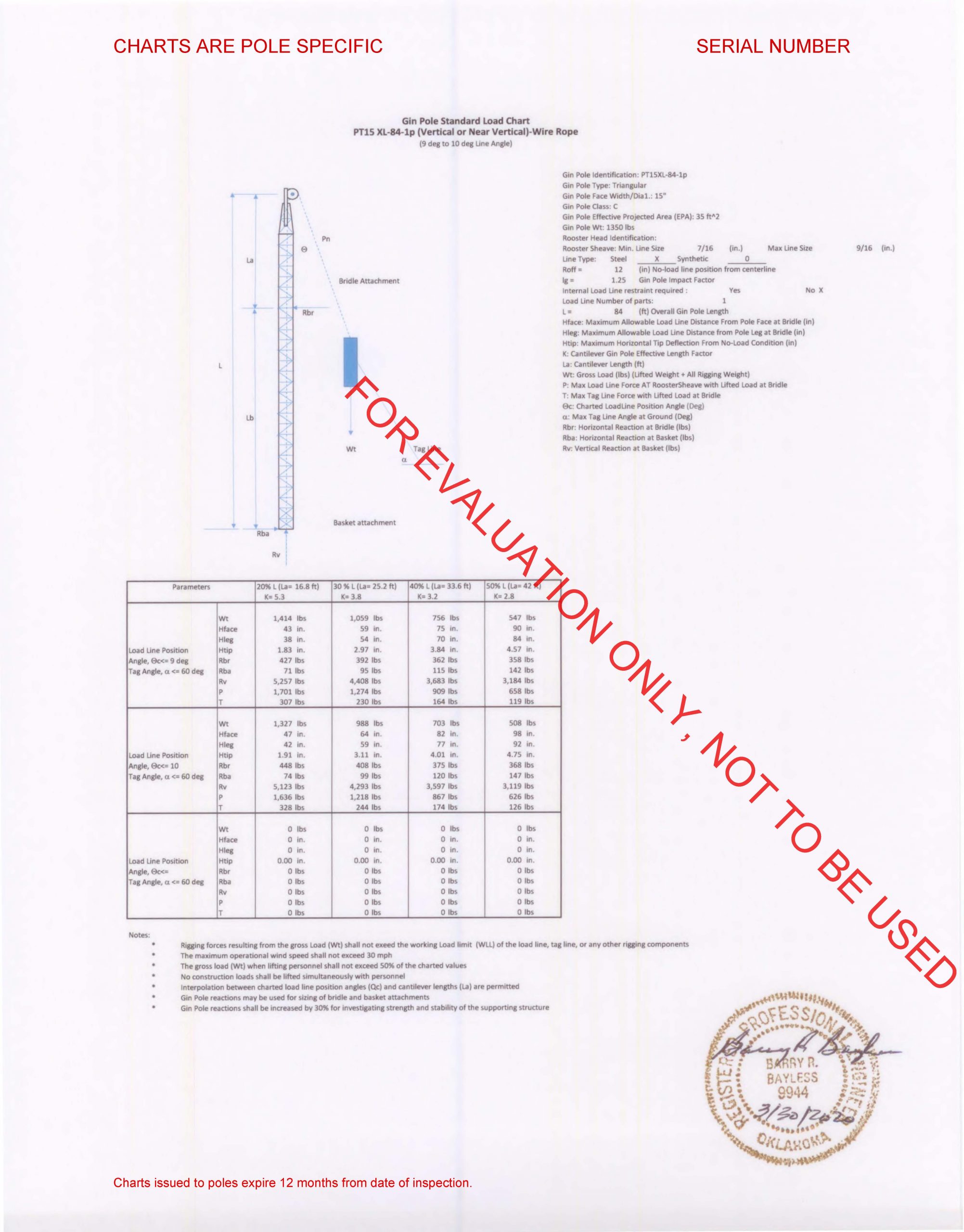

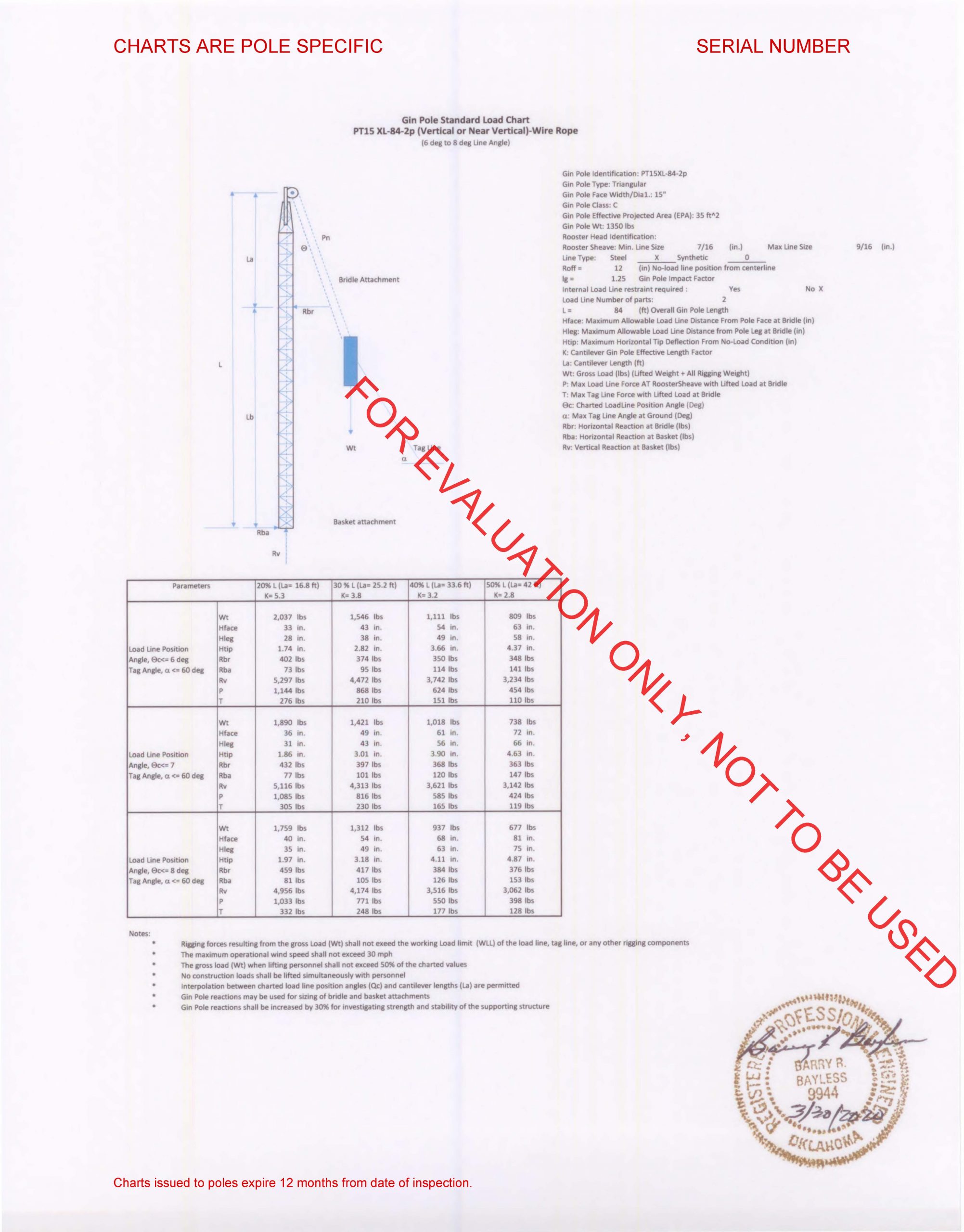
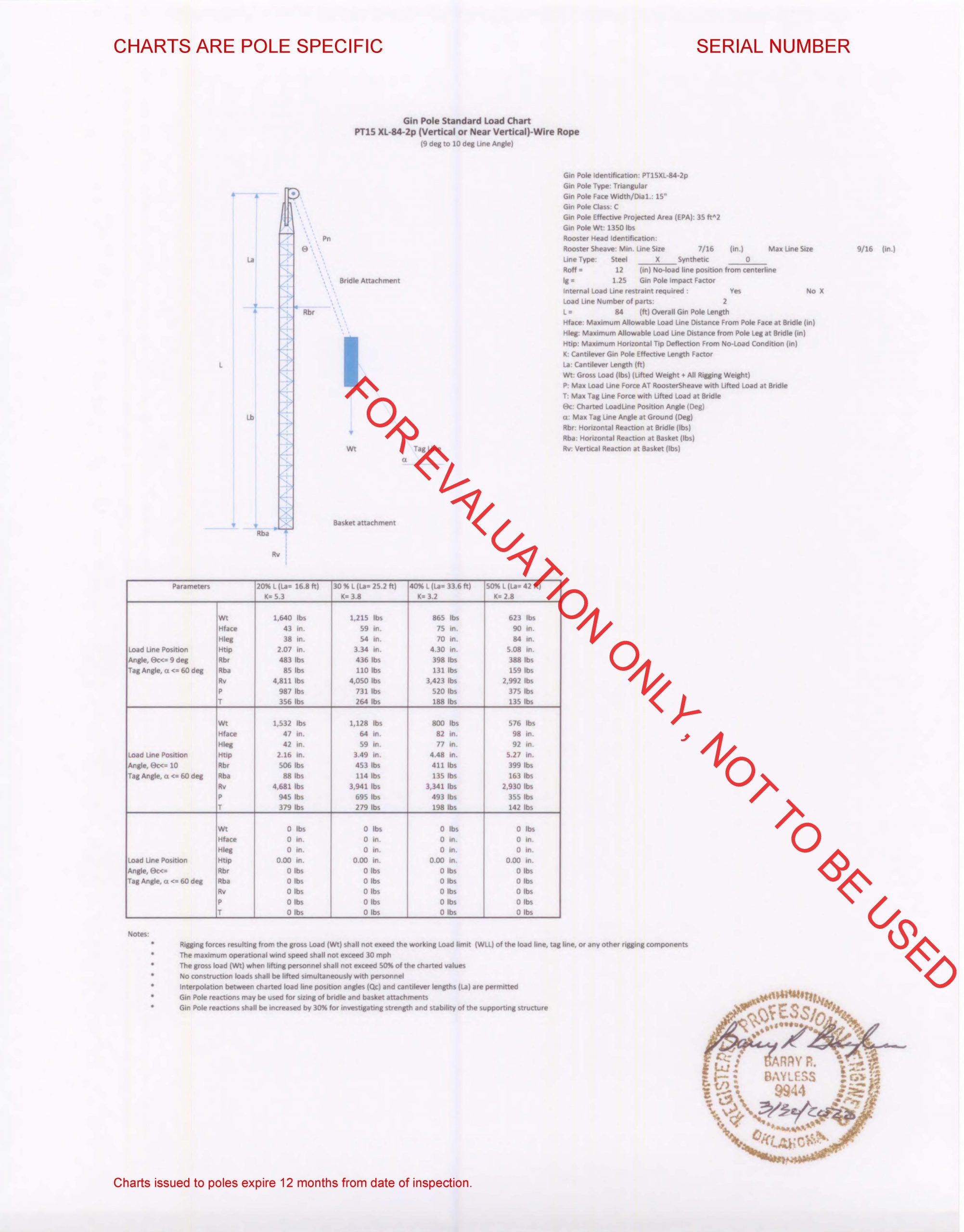
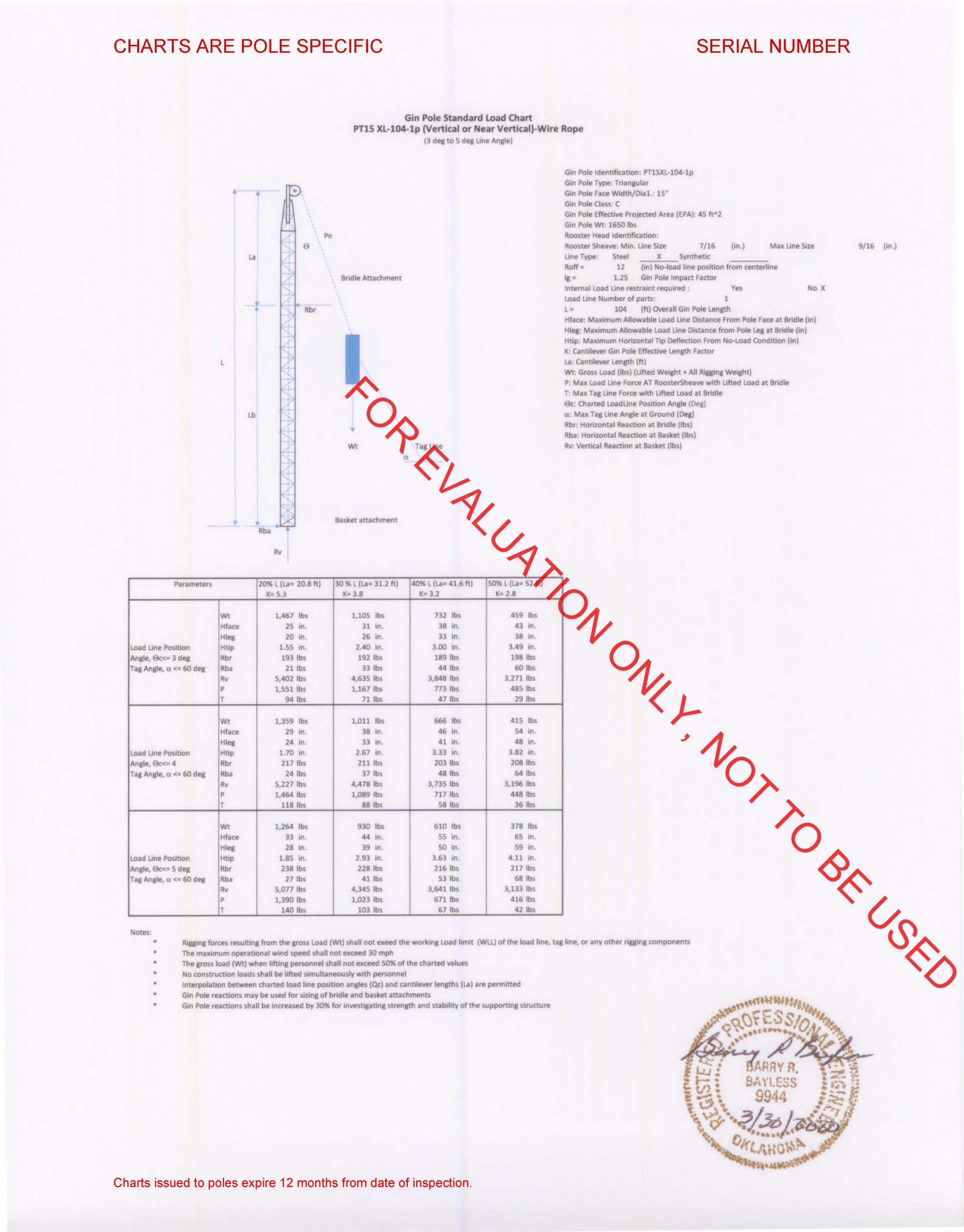
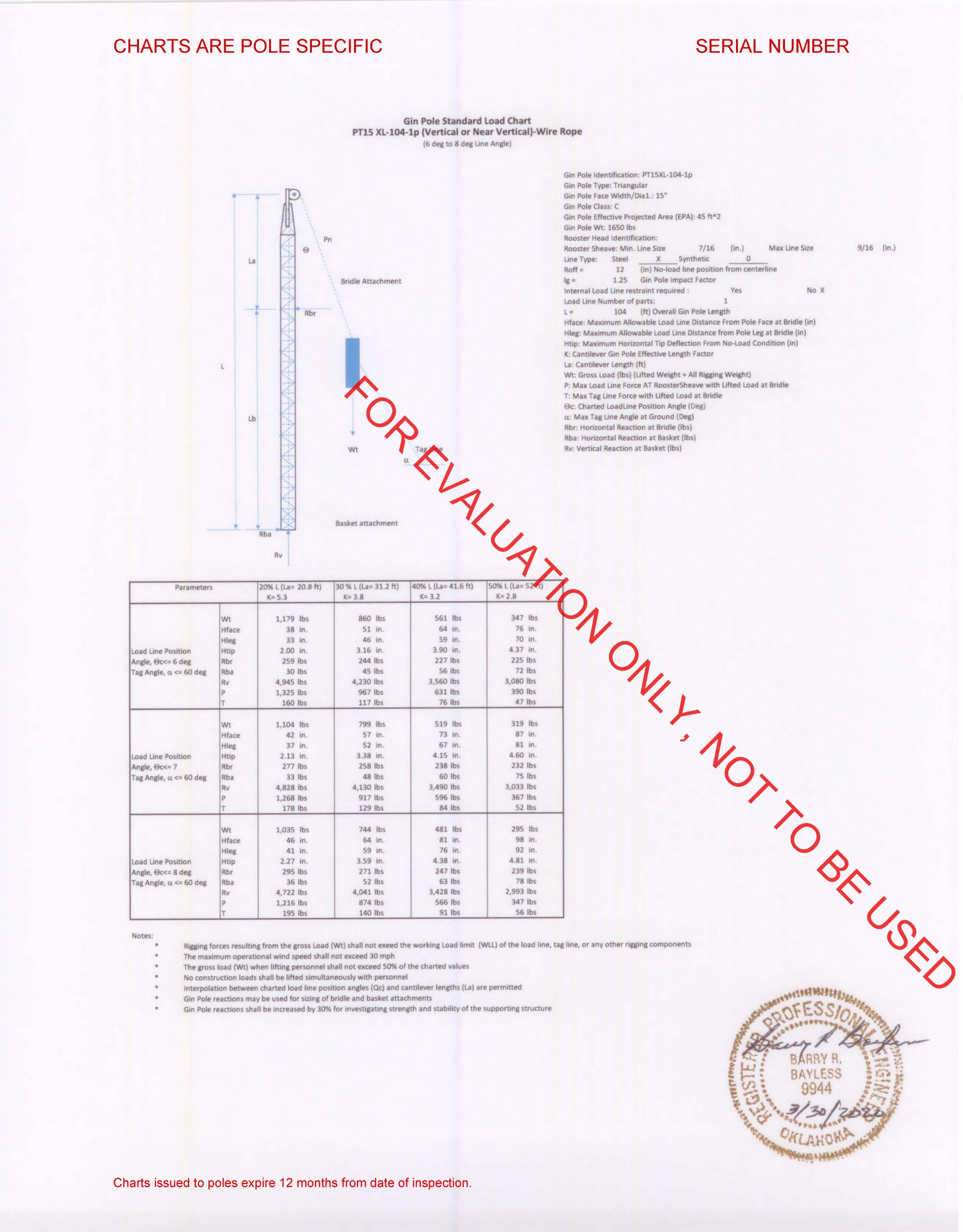
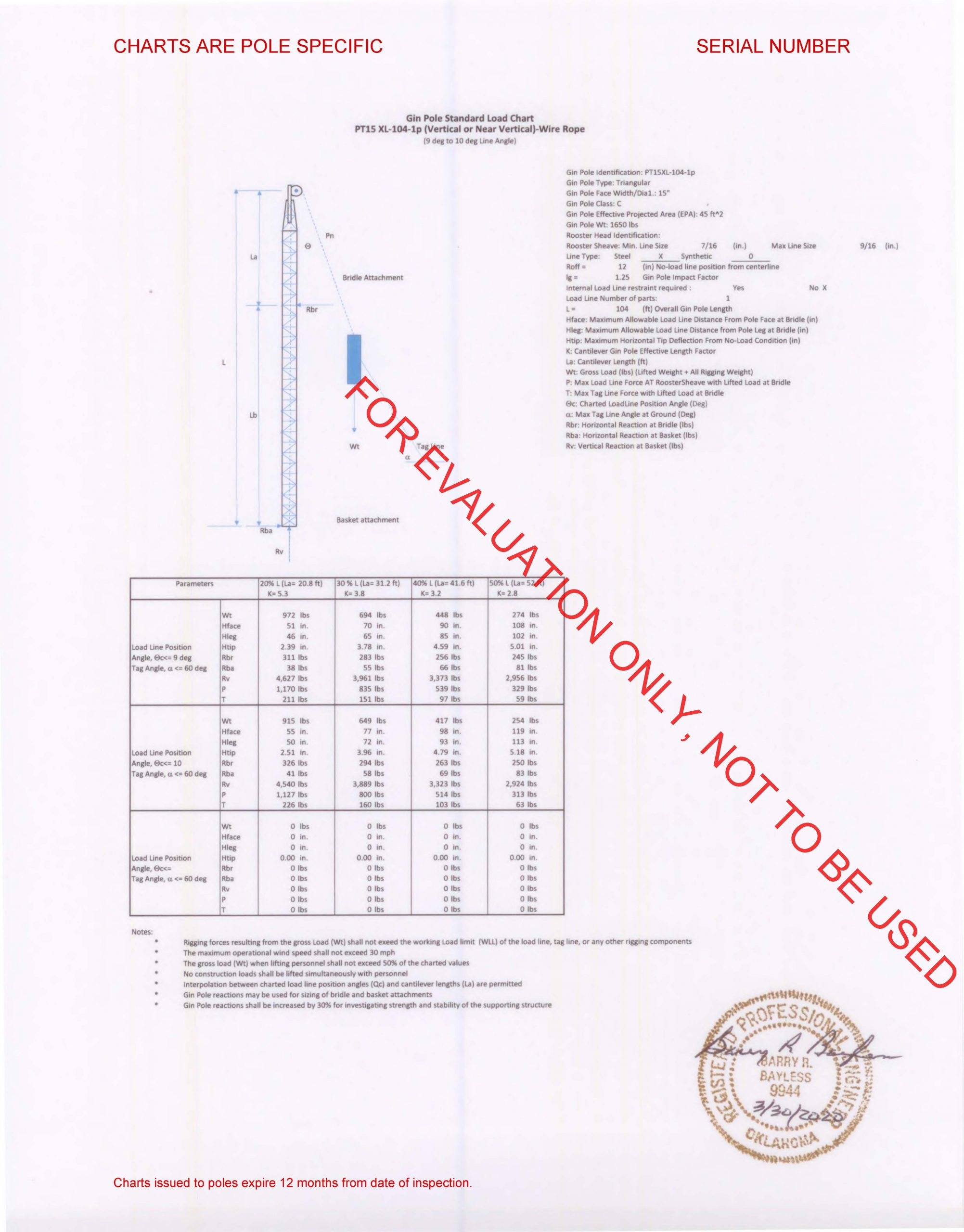
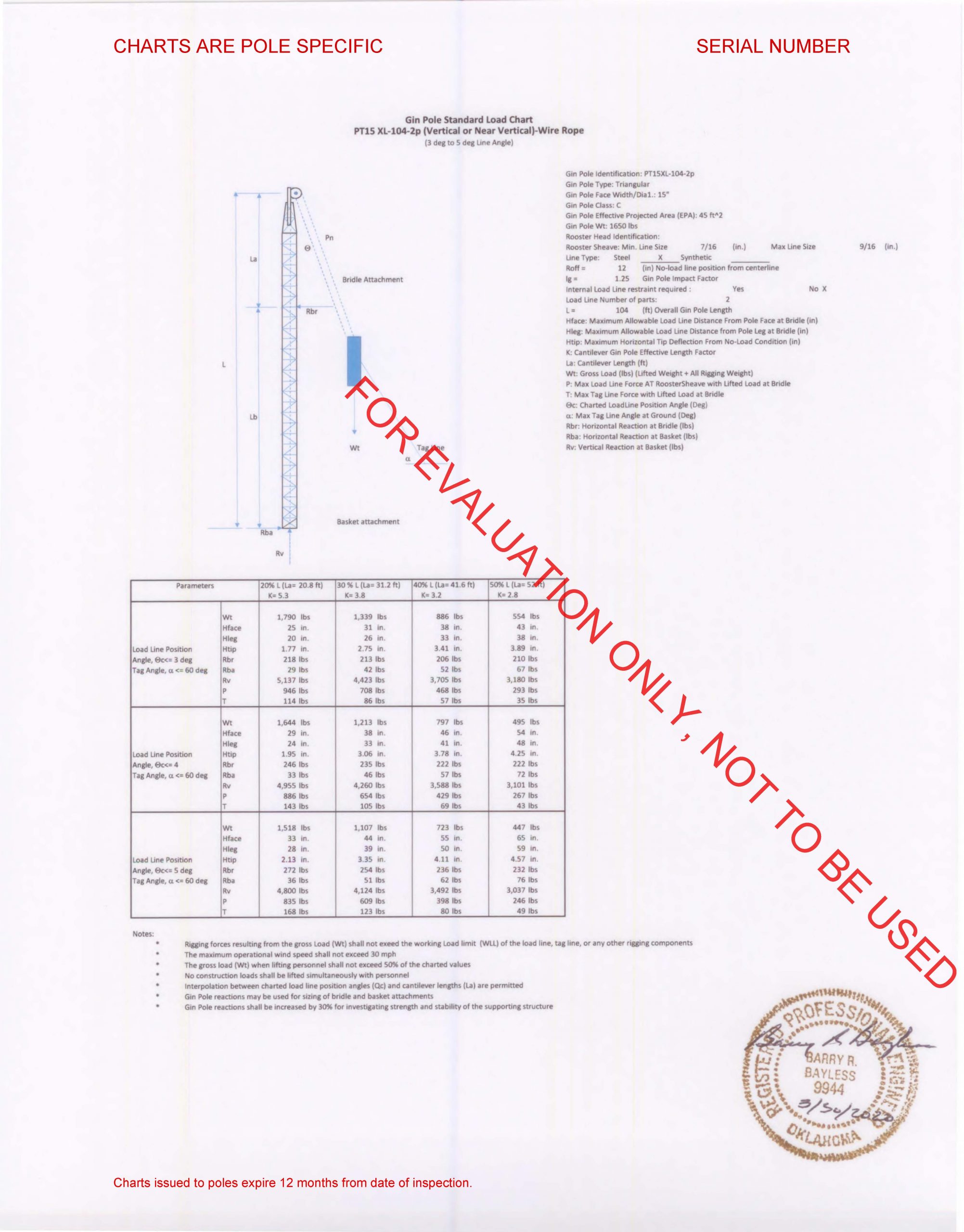
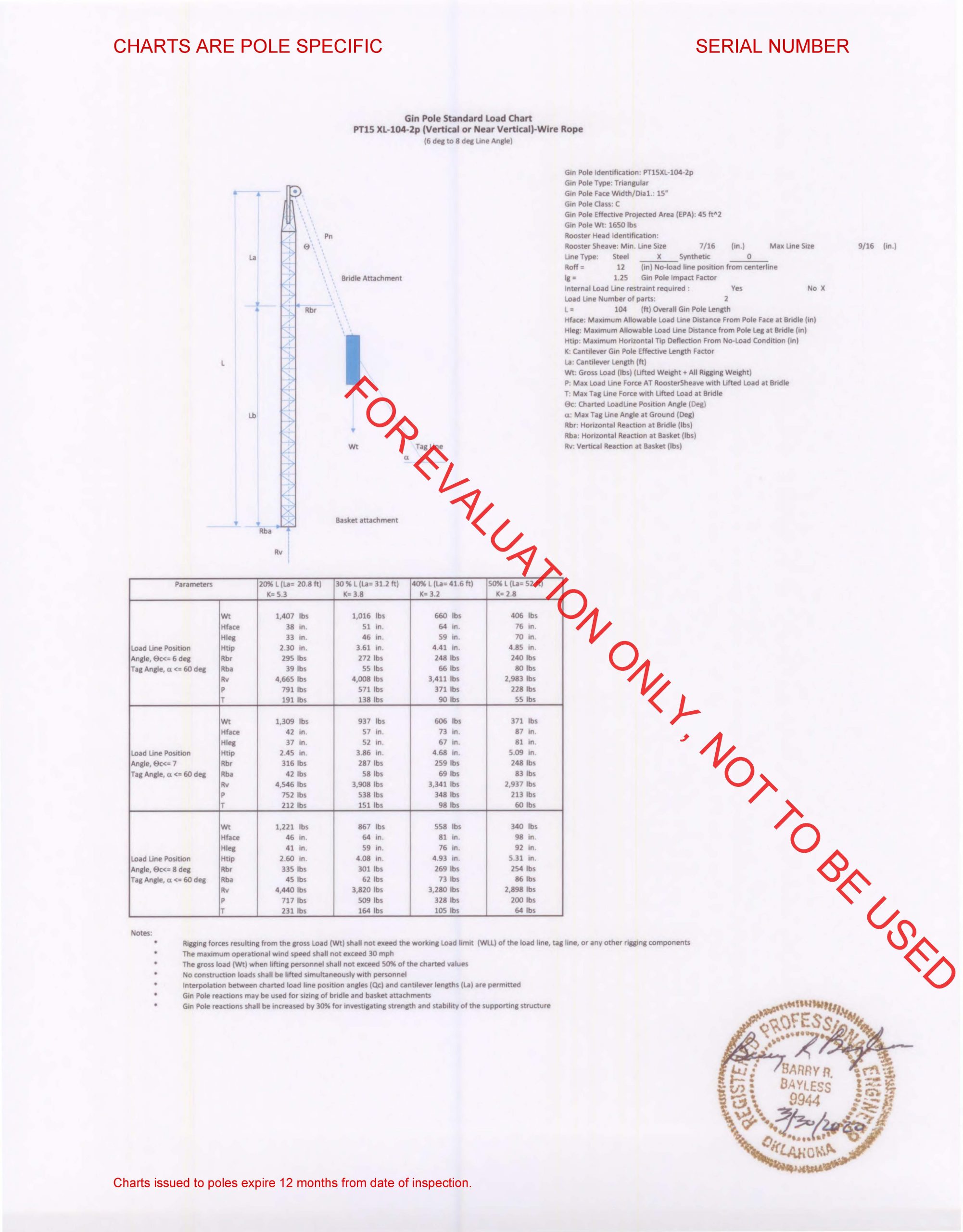
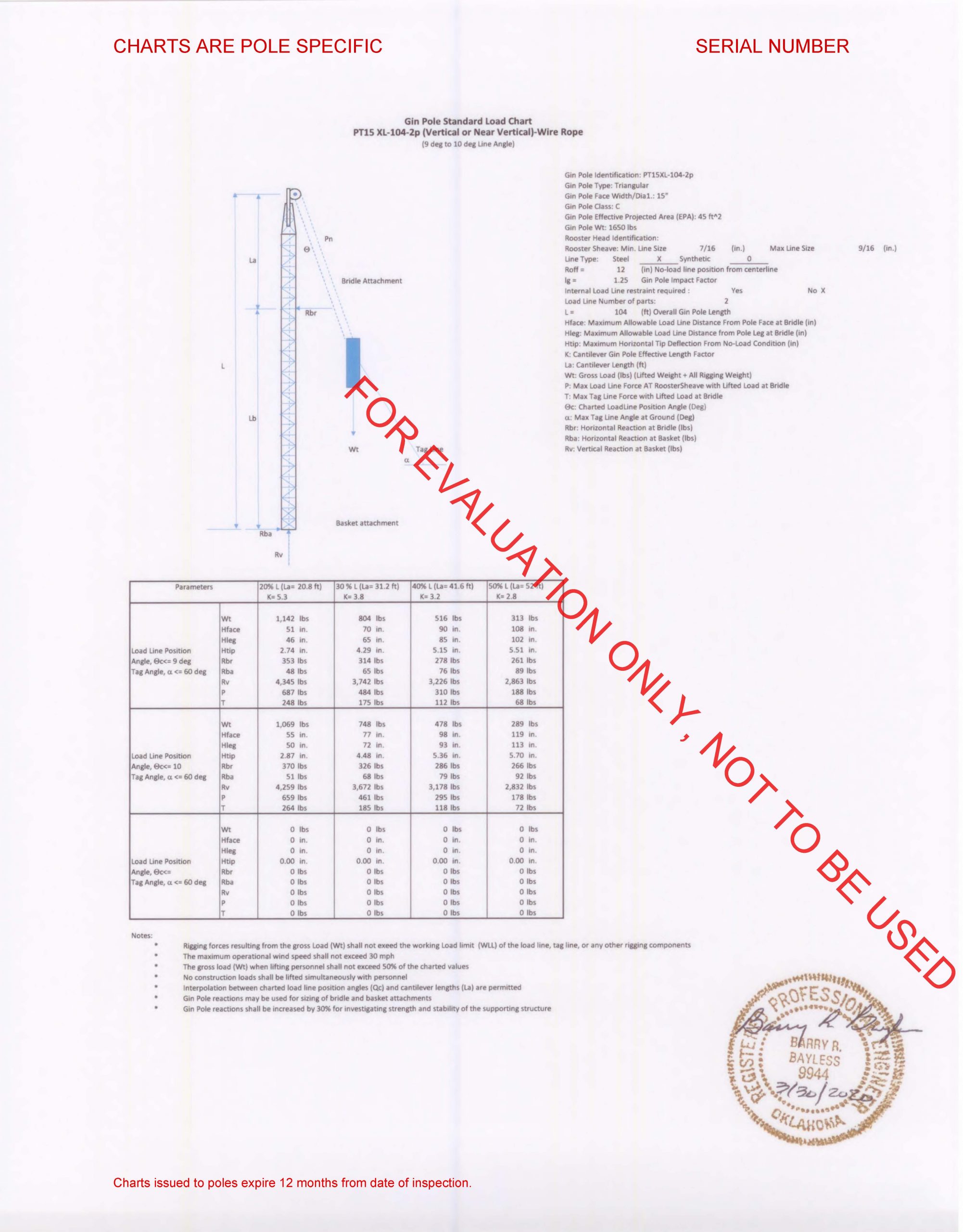
Sample charts
Serial numbers on Pulleys must match the serial number of the Gin Pole. This will be required to complete the annual Gin Pole Inspection. All gin poles using a load line other than steel shall be classified as class A Gin Poles for all load line diameters.
We do not supply any accessory hardware or assembly bolts. Use 3/4″×2.5″ A325 Structure bolts, washers, and nuts only. Remember to inspect before re-using.
Complete records of pole inspections and history of Magnetic particle inspection shall be performed on 10% of the welded connections every ten years. Annual reviews reports being retained for a minimum of two years. All gin pole operations must comply with the latest ANSI/TIA-322 and the OSHA CPL 2-1.36. Maintain your required documents along with the work plan, engineer sign-off for each specific job.